
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Acasă > Produse > Piuliţă > Piuliță cu flanșă hexagonală > Piulițe hexagonale sudate de înaltă rezistență cu flanșă





Piulițe hexagonale sudate de înaltă rezistență cu flanșă
Fabricate din oțeluri sudabile precum oțel carbon sau oțel inoxidabil, piulițele hexagonale de înaltă rezistență cu flanșă oferă durabilitate și adesea calități de rezistență la coroziune. Clienții aleg Xiaoguo® pentru calitatea și fiabilitatea sa constantă a elementelor de fixare, un standard susținut de producătorii de frunte din industrie.
Model:QC/T 872-2011
Trimite o anchetă
Descriere produs
Ceea ce face diferite piulițe hexagonale de înaltă rezistență cu flanșă este faptul că sunt făcute pentru a fi sudate. De obicei, există o mică parte ridicată pentru sudare, un mic inel sau denivelare, pe partea inferioară a flanșei, sau poate o margine înclinată special pregătită. Această piesă ridicată se topește mai întâi atunci când sudați (fie sudare cu arc, fie prin proiecție), ceea ce ajută la crearea unei legături puternice, uniforme și profunde între baza flanșei și piesa la care lucrați. În acest fel, rămâne atașat permanent.
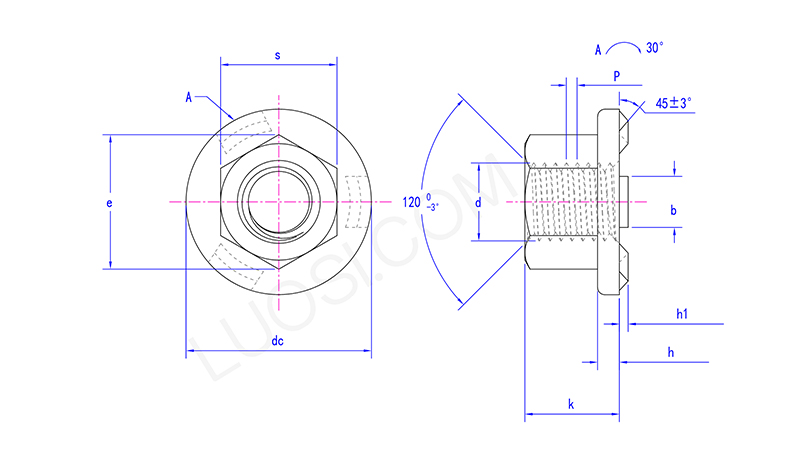
Parametri specifici:
Parametri cum ar fi jumătate unghiul filetului, abaterea pasului și toleranța la diametrul pasului filetelor metrice urmează standarde precum ISO 965-1, GB/T 197 sau DIN 14. Acest lucru înseamnă că pot fi înlocuiți dacă este necesar și piulițele pot fi înșurubate pe ele cu precizie. Parametri precum jumătatea unghiului filetului, abaterea pasului și toleranța diametrului pasului, cum ar fi toleranța ISO, GB/T 965-1 pentru filet, respectă 197 sau DIN 14. Pot fi înlocuite dacă este necesar, iar piulițele pot fi înșurubate pe ele cu precizie.
| Lun | M5 | M6 | M8 | M10 | M12 | M14 | M16 |
| P | 0.8 | 1 | 1.25 | 1.5 | 1.75 | 2 | 2 |
| h1 max | 0.9 | 0.9 | 1.1 | 1.3 | 1.3 | 1.3 | 1.3 |
| h1 min | 0.7 | 0.7 | 0.9 | 1.1 | 1.1 | 1.1 | 1.1 |
| dc max | 15.5 | 18.5 | 22.5 | 26.5 | 30.5 | 33.5 | 36.5 |
| dc min | 14.5 | 17.5 | 21.5 | 25.5 | 29.5 | 32.5 | 35.5 |
| e min | 8.2 | 10.6 | 13.6 | 16.9 | 19.4 | 22.4 | 25 |
| h max | 1.95 | 2.25 | 2.75 | 3.25 | 3.25 | 4.25 | 4.25 |
| h min | 1.45 | 1.75 | 2.25 | 2.75 | 2.75 | 3.75 | 3.75 |
| b max | 4.1 | 5.1 | 6.1 | 7.1 | 8.1 | 8.1 | 8.1 |
| b min | 3.9 | 4.9 | 5.9 | 6.9 | 7.9 | 7.9 | 7.9 |
| k min | 4.7 | 6.64 | 9.64 | 12.57 | 14.57 | 16.16 | 18.66 |
| k max | 5 | 7 | 10 | 13 | 15 | 17 | 19.5 |
| s max | 8 | 10 | 13 | 16 | 18 | 21 | 24 |
| s min | 7.64 | 9.64 | 12.57 | 15.57 | 17.57 | 20.16 | 23.16 |
Efectele directității și grosimii asupra performanței:
Dimensiunea flanșei acestor piulițe hexagonale de sudură afectează modul în care sarcina se răspândește, cât de bine gestionează vibrațiile și cât de puternică este sudarea. O flanșă mai mare sau mai groasă înseamnă mai multă stabilitate și mai mult contact cu suprafața. Alegerea dimensiunii corecte a flanșei pentru aceste nuci este importantă pentru cât de bine funcționează îmbinarea.
Hot Tags: Piulițe hexagonale de sudură de înaltă rezistență cu flanșă, China, producător, furnizor, fabrică
Categorie aferentă
Nuca hexagonala
Nucă pătrată
Piuliță cu flanșă hexagonală
Contrapiuliță
Nut cu capac
Piuliță cu crestă hexagonală
Înșurubați manual piulița
Nucă rotundă
Butuci Nuci
T-piuliță
Nucă de trestie
Alte Nuci
Trimite o anchetă
Vă rugăm să nu ezitați să trimiteți întrebarea dvs. în formularul de mai jos. Vă vom răspunde în 24 de ore.








