
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Acasă > Produse > Piuliţă > Piuliță cu flanșă hexagonală > Piuliță hexagonală de înaltă rezistență cu flanșă





Piuliță hexagonală de înaltă rezistență cu flanșă
Un avantaj cheie al piuliței hexagonale de sudură de înaltă rezistență cu flanșă este combinația dintre rezistența ridicată la extragere, rezistența la vibrații și ușurința de aliniere în timpul asamblarii. Xiaoguo® oferă prețuri competitive și servicii eficiente de transport internațional. Putem oferi mostre gratuite.
Model:Q 366-2012
Trimite o anchetă
Descriere produs
Piulița hexagonală sudată de înaltă rezistență din oțel carbon cu flanșă se potrivește de obicei cu clase precum 5, 8 sau 10 (de la ASTM A563) sau clase de proprietăți ISO similare - cum ar fi 8, 10, 12. Acest lucru asigură că au proprietăți mecanice specifice. Cele din oțel inoxidabil îndeplinesc în general standardele ASTM A194/A194M sau ASME, care acoperă componența lor chimică și cât de bine rezistă la coroziune, lucruri care contează pentru aceste nuci.
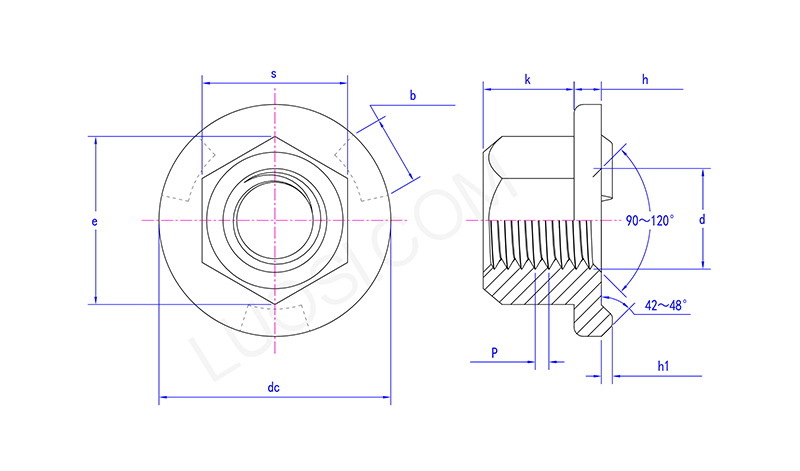
| Lun | M8 | M10 | M12 | M14 |
| P | 1.25 | 1.5 | 1.75 | 2 |
| h1 max | 1.1 | 1.3 | 1.3 | 1.3 |
| h1 min | 0.9 | 1.1 | 1.1 | 1.1 |
| dc max | 22.5 | 26.5 | 30.5 | 33.5 |
| dc min | 21.5 | 25.5 | 29.5 | 32.5 |
| e min | 13.6 | 16.9 | 19.4 | 22.4 |
| h max | 2.75 | 3.25 | 3.25 | 4.25 |
| h min | 2.25 | 2.75 | 2.75 | 3.75 |
| b max | 6.1 | 7.1 | 8.1 | 8.1 |
| b min | 5.9 | 6.9 | 7.9 | 7.9 |
| k min | 9.64 | 12.57 | 14.57 | 16.16 |
| k max | 10 | 13 | 15 | 17 |
| s max | 13 | 16 | 18 | 21 |
| s min | 12.73 | 15.73 | 17.73 | 20.67 |
Precauții:
Introducerea corectă a piuliței hexagonale de sudură de înaltă rezistență cu flanșă înseamnă utilizarea pașilor de sudare potriviti. Piulița trebuie fixată în locul potrivit și ținută strâns pe suprafața piesei de prelucrat - asigurați-vă că suprafața este curată și gata mai întâi. Pentru sudarea prin proiecție, trebuie să utilizați curentul, sincronizarea și presiunea corecte. Pentru sudarea cu arc, este vorba despre tehnica potrivită. Oricum ar fi, este important să faci acest lucru corect. Aveți nevoie de o sudură care să treacă până la capăt, dar fără a încurca firele piuliței. Așa vă asigurați că articulația ține sus.
Instructiuni de instalare:
Pentru a proiecta piulița hexagonală de sudură de înaltă rezistență cu flanșă cu flanșă, de obicei aveți nevoie de un sudor cu rezistență special. Trebuie să aibă setările potrivite pentru presiunea electrodului, curentul și sincronizarea care funcționează pentru dimensiunea și materialul piuliței. Verificați fișa de informații a producătorului pentru setările sugerate care se potrivesc cu piulițele dumneavoastră specifice.
Hot Tags: Piuliță hexagonală de sudură de înaltă rezistență cu flanșă, China, producător, furnizor, fabrică
Categorie aferentă
Nuca hexagonala
Nucă pătrată
Piuliță cu flanșă hexagonală
Contrapiuliță
Nut cu capac
Piuliță cu crestă hexagonală
Înșurubați manual piulița
Nucă rotundă
Butuci Nuci
T-piuliță
Nucă de trestie
Alte Nuci
Trimite o anchetă
Vă rugăm să nu ezitați să trimiteți întrebarea dvs. în formularul de mai jos. Vă vom răspunde în 24 de ore.








