
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик


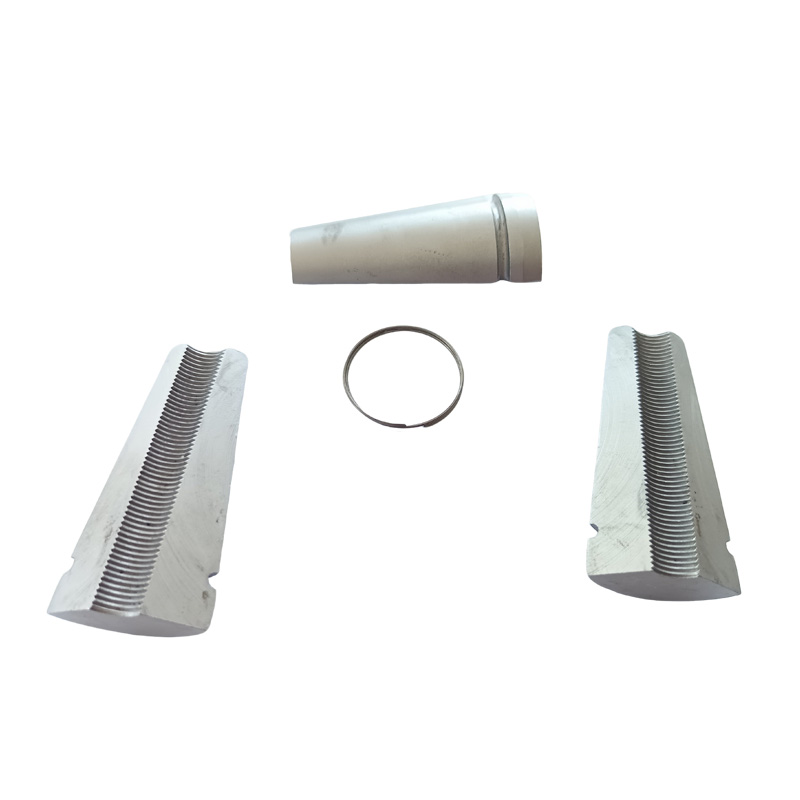
Pene forjate la rece pentru tensionare
Xiaoguo® permite personalizarea modelului dinților de suprafață al penelor de tensiune post forjate la rece. Este prelucrat cu precizie în funcție de cerințele dvs. pentru a forma modele uniforme de dinți, care pot mușca ferm cablurile de oțel de 12,7 - 17,8 mm. Chiar și atunci când forța de tensiune ajunge până la 2000MPa, nu va aluneca. Vrei un astfel de produs?
Trimite o anchetă
Descriere produs
Material
Selecția materialelor Cold Forged Post Tension Wedges afectează direct performanța finală, în special echilibrul dintre rezistența la uzură a suprafeței și duritatea miezului.
Sisteme de materiale comune:
(1)20CrMnTi (de preferat)
Ca oțel aliat cu conținut scăzut de carbon, este materialul preferat pentru fabricarea penelor precomprimate de înaltă rezistență. Avantajul său principal constă în capacitatea de a obține o duritate extrem de ridicată și rezistență la uzură pe suprafață prin procese de carburare sau co-carburare carbon-azot, menținând în același timp o rezistență bună în interiorul penelor de post-tension forjate la rece.
(2)40Cr / 45# oțel
Aceste două materiale ating un echilibru între performanță și cost și sunt potrivite pentru scenarii cu cerințe de rezistență moderate.
(3)Alte materiale
În sistemul standard american, sunt utilizate și materiale precum AISI C12L14, C11L17, 40Cr și C45.

Cerințe de artizanat
Forjarea la rece este un proces de fabricație de bază pentru penele post-tensionate forjate la rece, care nu numai că poate asigura o precizie ridicată, ci și îmbunătăți semnificativ eficiența producției și utilizarea materialului.
【1】Procesul de fabricație principal
(1)Cod heading / Cold extrudare: Procesul principal implică utilizarea unei mașini de captare la rece sau a unei prese pentru a extruda și modela țaglele de metal la temperatura camerei.
(2)Procesul de formare: Procesul de fabricație implică de obicei pași precum „tăierea materialului → modelarea poansonului plat → formarea capului la rece în mai multe poziții” și poate produce forma de bază a penelor forjate la rece cu una sau mai multe etape.
(3)Avantajul procesului: Procesul de forjare la rece are o rată de utilizare a materialului extrem de ridicată, ajungând de obicei la peste 85%, iar tehnicile avansate pot atinge chiar și până la 99%.
【2】Acuratețea procesării cheilor:
(1) Rugozitatea suprafeței: rugozitatea suprafețelor cheie de îmbinare, cum ar fi găurile conice ale plăcii de ancorare, este extrem de mare. În mod obișnuit, valoarea Ra pentru găurile de con este de 0,8, în timp ce pentru celelalte părți este de 3,2, pentru a asigura performanța de autoblocare.
(2) Toleranță de dimensiune: abaterea diametrului plăcii de ancorare ar trebui să fie de ± 0,5 mm, iar eroarea unghiului conului ar trebui să fie de ± 0,3 °.

FAQ
(1)Materialul penelor de post-tension forjate la rece îndeplinește cerințele pentru rezistența la temperatură scăzută (cum ar fi -40°C)?
A: Da. Materialul nostru a trecut testul de impact la -40°C la temperatură joasă, cu energie de impact ≥ 27J (în conformitate cu standardul GB/T 229).
(2) Care sunt avantajele forjarii la rece față de forjarea sau prelucrarea tradițională la cald?
A: Forjarea la rece (intestare la rece / extrudare la rece) se formează la temperatura camerei și are trei avantaje principale:
①Rata ridicată de utilizare a materialului
② Precizie dimensională ridicată
③Calitate bună a suprafeței
(3) Ce fel de tratament de suprafață este adoptat?
Tratamentul standard de suprafață este fosfatare + acoperire cu ulei (anti-rugină de bază).
Pentru mediile cu coroziune ridicată, pot fi alese opțiuni precum Dacromet sau acoperirea din aliaj de zinc-nichel.
Hot Tags: Pene forjate la rece, China, producător, furnizor, fabrică
Categorie aferentă
Sârmă de oțel cu billet galvanizat la cald
Sârmă de oțel galvanizat pentru cabluri optice
Șuvițe de oțel
Frânghie rotundă de sârmă
Aeronavă de sârmă din oțel
Frânghie de sârmă din oțel inoxidabil
Gripper Wedge
Prindere de ancorare
Trimite o anchetă
Vă rugăm să nu ezitați să trimiteți întrebarea dvs. în formularul de mai jos. Vă vom răspunde în 24 de ore.








