
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик





Tratament de înnegrire Nut rotund cu auto-clincare
Xiaoguo® investește în mașini moderne pentru o calitate constantă a produsului. Instalarea tratamentului de înnegrire a piuliței rotunde cu auto-strângere - Tratamentul de înnegrire implică tragerea unui dorn prin centrul său, determinând porțiunea inferioară să se deformeze radial spre exterior, creând o suprafață mare și sigură pe partea oarbă a materialului.
Model:QIB/IND ZS
Trimite o anchetă
Descriere produs
Pentru ca tratamentul de înnegrire rotund, tratamentul de înnegrire să funcționeze mai bine și să dureze mai mult, aceștia primesc diferite acoperiri de suprafață. Iată detaliile despre cele comune:
Piulițele din oțel primesc adesea placare cu zinc, puteți obține finisaje cromate clare, galbene sau negre. Acesta este un mod ieftin de a le proteja de rugină. Apoi există Geomet™, care este o acoperire cu fulgi de zinc. Este foarte bun la combaterea coroziunii și a substanțelor chimice și îndeplinește o mulțime de standarde auto.
Piulițele din oțel inoxidabil trec de obicei printr-un proces de pasivare. Acest lucru ajută doar la creșterea rezistenței la coroziune pe care o au deja. Pentru nucile de aluminiu, acestea pot fi anodizate (care pot fi limpezi sau colorate) sau pot obține o peliculă chimică (aceasta este un strat de conversie cromat).
Toate aceste finisaje fac aceeași treabă: protejează nucile de umiditate, substanțe chimice și uzură. Aceasta este cheia dacă vrei să reziste mult timp.
Standarde și parametri din industrie:
Tratamentul de înnegrire a piuliței rotunde cu auto-strângere urmează regulile industriei, de obicei bazate pe DIN 7337 sau ceva similar. Acest lucru asigură că se pot înlocui unul pe altul, indiferent cine le face.
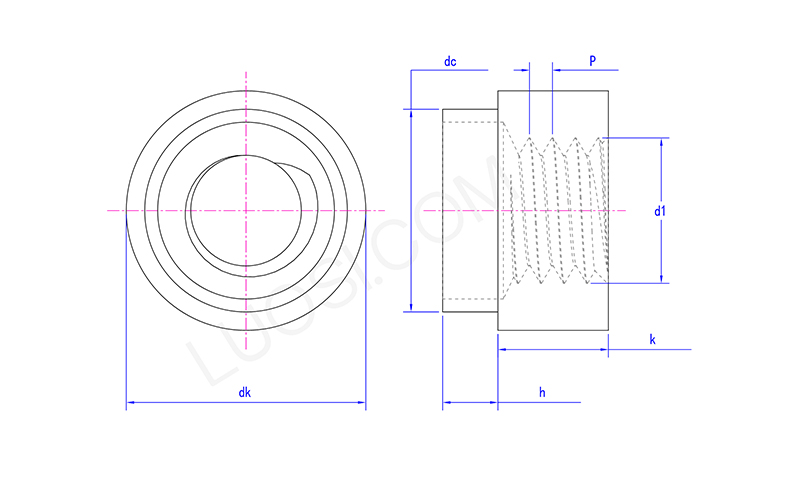
Le măsori după diferite lucruri: dimensiunea firului (cum ar fi M4, M5 și așa mai departe), cât de lată este corpul, cât de largă este flanșa și cât de gros poate fi materialul când le folosești. Dimensiunile standard ale filetului merg de obicei de la M3 la M12.
Marea diferență este că, după ce instalați aceste piulițe, flanșa (partea care se întinde) este mult mai lată decât era înainte corpul. Acesta este ceea ce îi face atât de buni să nu tragă prin materiale.
Când alegeți o nucă, trebuie să cunoașteți dimensiunile exacte. Trebuie să potriviți piulița la dimensiunea găurii și la cât de gros este materialul. Dacă nu, nu va funcționa corect.
| Lun | M3-1,5 | M3-2 | M4-1.2 | M4-1,5 | M4-2 | M5-2 | M5-3 | M6-2 | M6-3 | M8-2 | M8-3 |
| P | 0.5 | 0.5 | 0.7 | 0.7 | 0.7 | 0.8 | 0.8 | 1 | 1 | 1.25 | 1.25 |
| dk max | 7.25 | 7.25 | 8.25 | 8.25 | 8.25 | 10.25 | 10.25 | 11.25 | 11.25 | 13.25 | 13.25 |
| dk min | 6.75 | 6.75 | 7.75 | 7.75 | 7.75 | 9.75 | 9.75 | 10.75 | 10.75 | 12.75 | 12.75 |
| dc max | 4.98 | 4.98 | 5.98 | 5.98 | 5.98 | 7.95 | 7.95 | 8.98 | 8.98 | 10.98 | 10.98 |
| k max | 3.25 | 3.25 | 4.25 | 4.25 | 4.25 | 5.25 | 5.25 | 6.25 | 6.25 | 6.25 | 6.25 |
| k min | 2.75 | 2.75 | 3.75 | 3.75 | 3.75 | 4.75 | 4.75 | 5.75 |
5.75 |
5.75 |
5.75 |
| h max | 1.6 | 2.1 | 1.3 | 1.6 | 2.1 | 2.1 | 3.1 | 2.1 | 3.1 | 2.1 | 3.1 |
| h min | 1.4 | 1.9 | 1.1 | 1.4 | 1.9 | 1.9 | 2.9 | 1.9 | 2.9 | 1.9 | 2.9 |
| d1 | M3 | M3 | M4 | M4 | M4 | M5 | M5 | M6 | M6 | M8 | M8 |
Ce instrumente sunt necesare pentru instalare?
Pentru a instala un tratament de înnegrire a piuliței rotunde cu auto-strângere, aveți nevoie de un instrument special de setare numit dorn. Această unealtă se înfilează în filetele interioare ale piuliței. Când trageți sau aplicați forță pe unealtă, aceasta face ca piulița să se extindă spre exterior, deformându-l astfel încât să prindă strâns peretele tubului.
Există instrumente de reglare manuală, dar în majoritatea cazurilor, în special în setările din fabrică, sculele pneumatice sau hidraulice sunt mai bune. Acestea oferă o forță constantă, ceea ce asigură că piulița este instalată corect de fiecare dată. Această consecvență este esențială pentru o performanță fiabilă, mai ales atunci când faceți o mulțime de instalări.
Hot Tags: Tratament de înnegrire Nut rotund cu auto-strângere, China, producător, furnizor, fabrică
Categorie aferentă
Nuca hexagonala
Nucă pătrată
Piuliță cu flanșă hexagonală
Contrapiuliță
Nut cu capac
Piuliță cu crestă hexagonală
Înșurubați manual piulița
Nucă rotundă
Butuci Nuci
T-piuliță
Nucă de trestie
Alte Nuci
Trimite o anchetă
Vă rugăm să nu ezitați să trimiteți întrebarea dvs. în formularul de mai jos. Vă vom răspunde în 24 de ore.








