
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик



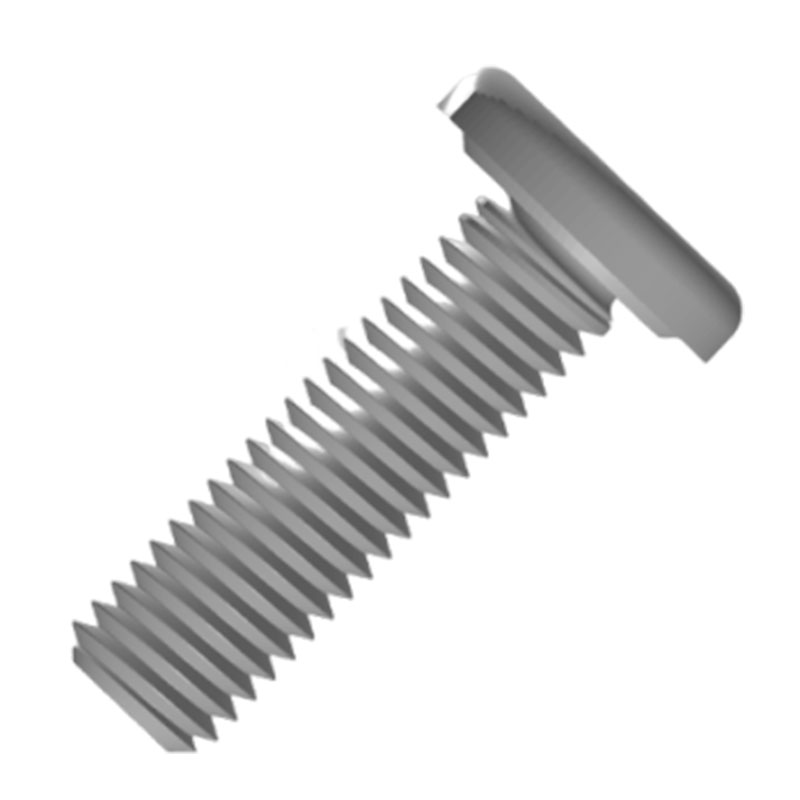
Tip UR Proiecție Știfturi de sudură
Știfturile de sudură tip proiecție UR produse de furnizorul Xiaoguo® respectă standardele IFI 148-4-2002. În fabricile de producție, acestea sunt utilizate în mod obișnuit pentru a conecta componente metalice groase, iar sudarea în siguranță a acestor componente este de o importanță vitală. Putem oferi mostre gratuite.
Model:IFI 148-4-2002
Trimite o anchetă
Descriere produs
Știfturile de sudură cu proiecție tip UR au o formă circulară mare a capului plat, cu o suprafață netedă și plană, care poate crește zona de contact cu suprafața componentei conectate. Ele sunt adesea folosite la conectarea plăcilor subțiri și a componentelor decorative.
Caracteristicile produsului
Știfturile complet filetate cu vârf oval au în esență fire care trec prin întreg știftul, cu un capăt îngustându-se treptat la un cap oval. Este ca un ghidaj, ghidând știfturile fără probleme în găuri în timpul instalării. Acest lucru înseamnă că este mai puțin probabil să deteriorați firele de pe piesele, mai ales când operați manual sau în spații înguste. Utilizați o piuliță standard la celălalt capăt.
După terminarea sudării, știfturile de sudură tip UR formează o legătură de mare rezistență cu piesa de prelucrat, capabilă să reziste la forțe mari de tracțiune, forțe tăietoare și vibrații. Chiar și în timpul utilizării pe termen lung, atunci când este supus forțelor externe sau vibrațiilor echipamentului, este puțin probabil să se slăbească sau să cadă, cum ar fi la sudarea nodurilor de legătură între grinzile de oțel și stâlpii de oțel în structurile din oțel de construcție, care pot asigura stabilitatea structurii clădirii.
Precizia de prelucrare filetată a știfturilor de sudură cu proiecție UR este mare. Se potrivesc strâns și fără probleme cu piulițe standard sau componente cu filete interne și nu vor exista probleme precum lipirea sau alunecarea firului în timpul instalării. Acest lucru asigură că instalarea ulterioară a altor componente poate fi finalizată cu ușurință și acuratețe, îmbunătățind astfel calitatea generală a ansamblului.
Știfturile de sudură cu proiecție tip UR sunt foarte ușor de operat și nu necesită un proces complex de poziționare. În timpul procesului de sudare, designul special ridicat pe cap îi permite să adere rapid la piesa de sudură. Odată ce echipamentul de sudură este pornit, partea ridicată se topește rapid, sudând ferm știftul pe piesa de sudură. Acest lucru reduce semnificativ timpul de instalare și crește eficiența producției.
Parametrii produsului

|
Lun |
#4 |
#6 |
#8 |
#10 |
1/4 | 5/16 | 3/8 | 1/2 |
|
P |
40 |
32 | 32 | 24 | 20 | 18 | 16 | 13 |
|
dk max |
0.26 | 0.323 | 0.385 | 0.448 | 0.575 | 0.755 | 0.88 | 1.005 |
|
dk min |
0.24 | 0.030 | 0.365 | 0.428 | 0.555 | 0.725 | 0.85 | 0.975 |
|
k max |
0.046 | 0.052 | 0.068 | 0.068 | 0.083 | 0.099 |
0.114 |
0.146 |
|
k min |
0.036 | 0.042 | 0.058 | 0.058 | 0.073 | 0.089 | 0.104 | 0.136 |
|
d1 |
0.195 | 0.219 | 0.266 | 0.328 | 0.422 | 0.531 | 0.641 | 0.72 |
|
h max |
0.013 | 0.015 | 0.018 | 0.02 | 0.027 | 0.033 | 0.037 | 0.047 |
|
h min |
0.008 | 0.01 | 0.013 | 0.015 | 0.021 | 0.027 | 0.031 | 0.041 |
|
e |
0.022 | 0.025 | 0.031 | 0.035 | 0.048 | 0.06 | 0.068 | 0.088 |
|
r max |
0.015 | 0.02 | 0.025 | 0.03 | 0.04 | 0.045 | 0.05 | 0.06 |
Hot Tags: Tip UR Projection Weld Studs, China, Producator, Furnizor, Fabrica
Categorie aferentă
Trimite o anchetă
Vă rugăm să nu ezitați să trimiteți întrebarea dvs. în formularul de mai jos. Vă vom răspunde în 24 de ore.








