
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик



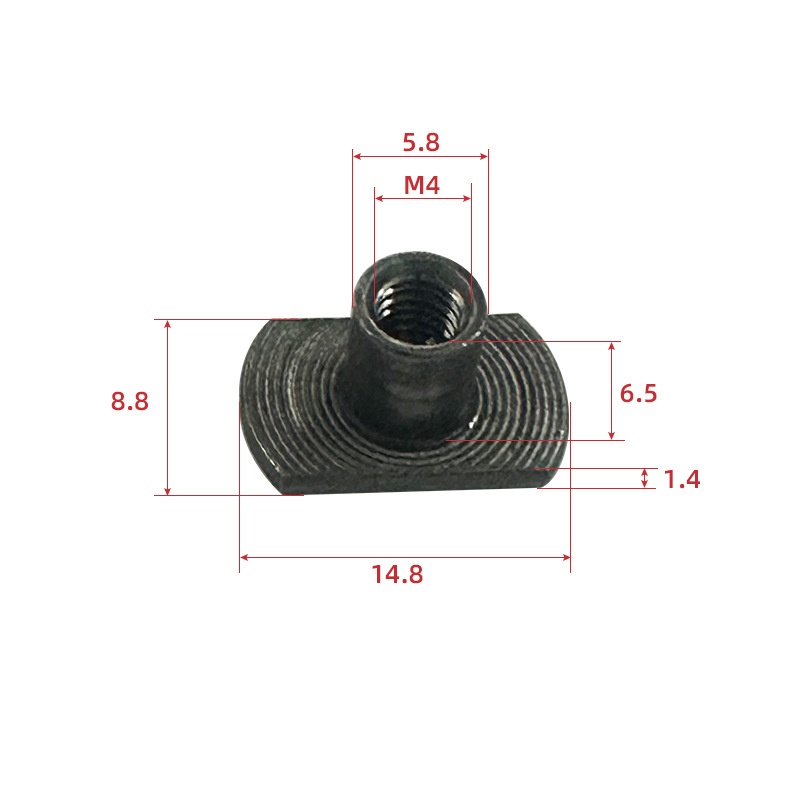


Piulițe de sudură în stil T stabile la sarcină
Piulițele de sudură în stil T, stabile la sarcină, oferă o rezistență superioară la vibrații și slăbiri în comparație cu multe alte tipuri de piulițe odată sudate. Producția de calitate, susținută de producători de încredere, este esențială pentru Xiaoguo®, asigurând că produsele îndeplinesc standardele internaționale.
Model:JIS B1196-3.2-1994
Trimite o anchetă
Descriere produs
Spre deosebire de șuruburile care necesită să ajungeți pe ambele părți, piulițele de sudură în stil T stabile la sarcină au nevoie doar de acces dintr-o parte - atât pentru sudare, cât și apoi pentru fixarea elementelor de fixare. Este foarte util pentru părțile închise sau secțiunile în formă de cutie.
De asemenea, flanșa mare ajută la etanșarea împotriva tablei. Dacă plasați material de etanșare sau garnituri pe suprafața flanșei înainte de sudare, aceste piulițe vor ajuta la formarea unei conexiuni etanșe, rezistente la scurgeri.
| Lun | M4 | M5 | M6 | M8 | M10 | M12 |
| P | 0.7 | 0.8 | 1 | 1︱1,25 | 1,25︱1,5 | 1,5︱1,75 |
| dk max | 20.5 | 20.5 | 23.7 | 23.7 | 31 | 33.2 |
| dk min | 19.5 | 19.5 | 22.3 | 22.3 | 29 | 30.8 |
| s max | 12.25 | 12.25 | 14.3 | 14.3 | 19.4 | 21.5 |
| s min | 11.75 | 11.75 | 13.7 | 13.7 | 18.6 | 20.5 |
| ds max | 5.9 | 6.7 | 8.3 | 10.2 | 13.2 | 15.2 |
| ds min | 5.4 | 6.2 | 7.8 | 9.5 | 12.5 | 14.5 |
| k max | 5.9 | 6.9 | 7.5 | 9 | 10.6 | 11.8 |
| k min | 5.1 | 6.1 | 6.5 | 8 | 9.4 | 10.2 |
| h max | 1.4 | 1.4 | 1.85 | 1.85 | 2.3 | 2.3 |
| h min | 1 | 1 | 1.35 | 1.35 | 1.7 | 1.7 |
| d0 max | 3.25 | 3.25 | 3.25 | 3.25 | 4.05 | 4.05 |
| d0 min | 2.75 | 2.75 | 2.75 | 2.75 | 3.55 | 3.55 |
| d1 max | 15.2 | 15.2 | 17.25 | 17.25 | 22.3 | 24.3 |
| d1 min | 14.8 | 14.8 | 16.75 | 16.75 | 21.7 | 23.7 |
Scenarii aplicabile:
Cel mai obișnuit și mai ieftin material pentru piulițele de sudură în stil T stabile la sarcină este oțelul cu carbon scăzut până la mediu, cum ar fi AISI 1008, 1010, 1018. Acest tip de oțel funcționează bine pentru sudare, are o rezistență bună, este ușor de modelat și nu costă mult.
Piulițele sudate în stil T, stabile la sarcină din oțel carbon, sunt bune pentru majoritatea utilizărilor industriale obișnuite, fie în interior, fie în locuri cu puțină coroziune, mai ales dacă au un strat protector. Proprietățile lor de rezistență înseamnă că pot face față forțelor de forfecare și tragere necesare pentru lucrările de fixare dificile, odată ce sunt sudate.

Instructiuni de instalare:
Pentru a obține cea mai bună rezistență a piulițelor de sudură în stil T stabile la sarcină, trebuie să controlați setările de sudare - curent, timp, presiune - exact așa cum este specificat pentru materialul și grosimea piuliței.
Este foarte important să pregătiți suprafața corect: curată, fără ulei pe metal. Designul în sine ajută la focalizarea curentului de sudare prin proiecție, dar configurarea corectă a mașinii și asigurarea faptului că operatorii știu ce fac sunt esențiale. Așa obțineți suduri consistente și puternice pe fiecare piuliță T-Style.
Hot Tags: Piulițe de sudură în stil T stabile la sarcină, China, producător, furnizor, fabrică
Categorie aferentă
Nuca hexagonala
Nucă pătrată
Piuliță cu flanșă hexagonală
Contrapiuliță
Nut cu capac
Piuliță cu crestă hexagonală
Înșurubați manual piulița
Nucă rotundă
Butuci Nuci
T-piuliță
Nucă de trestie
Alte Nuci
Trimite o anchetă
Vă rugăm să nu ezitați să trimiteți întrebarea dvs. în formularul de mai jos. Vă vom răspunde în 24 de ore.








