
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик






Șurub de sudură cu filet intern
Știftul de sudură cu filet intern instalat corespunzător, provenit de la furnizori de încredere, creează conexiuni excepțional de puternice și de încredere, cu capacități ridicate de rezistență la tracțiune și forfecare, asigurând o calitate constantă în fiecare proiect. Cu peste un deceniu de experiență, Xiaoguo® a construit relații puternice cu clienții și a stabilit parteneriate de încredere cu furnizorii cheie.
Model:Q 110-2012
Trimite o anchetă
Descriere produs
În fabricarea de aparate, cum ar fi cuptoarele, frigiderele, mașinile de spălat, știftul de sudură cu filet intern ține la loc panourile exterioare, suporturile interne, izolația și tuburile de cablare și o fac în mod curat și eficient. Pentru carcasele electronice, panourile de control și aparatele de comutare, acestea oferă puncte filetate puternice pentru a atașa curele de împământare, a monta plăci de circuite și a fixa piesele. Acest lucru menține lucrurile în siguranță din punct de vedere electric și stabil din punct de vedere mecanic, fără a deteriora structura carcasei.
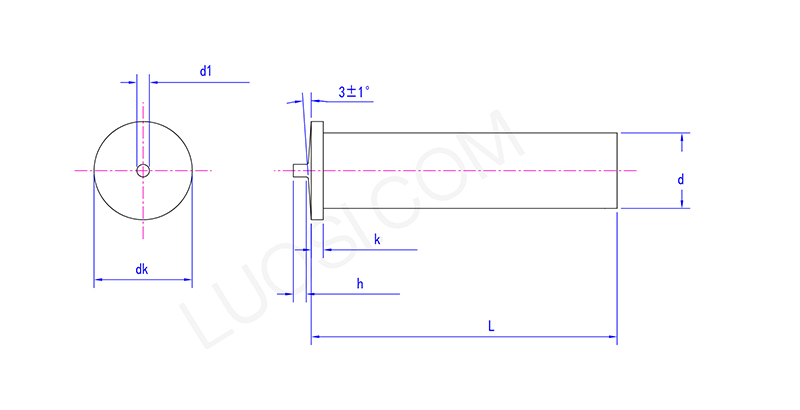
| Lun | Φ3 |
Φ4 |
Φ5 |
Φ6 |
| d max | 3.1 | 4.1 | 5.1 | 6.1 |
| d min | 2.9 | 3.9 | 4.9 | 5.9 |
| dk max | 4.7 | 5.7 | 6.7 | 7.7 |
| dk min | 4.3 | 5.3 | 6.3 | 7.3 |
| d1 max | 0.68 | 0.73 | 0.83 | 0.82 |
| d1 min | 0.52 | 0.57 | 0.67 | 0.67 |
| h max | 0.6 | 0.6 | 0.85 | 0.85 |
| h min | 0.5 | 0.5 | 0.75 | 0.75 |
| k max | 1.4 | 1.4 | 1.4 | 1.4 |
| k min | 0.7 | 0.7 | 0.8 | 0.8 |
Metode de tratare a suprafeței:
Știfturile de sudură cu filet intern sunt de obicei supuse unui tratament de suprafață pentru a le îmbunătăți durata de viață. Metodele obișnuite de tratare includ galvanizarea, care poate fi fie galvanizată, fie depusă mecanic. Aceasta este o abordare eficientă din punct de vedere al costurilor, care le oferă capabilități de bază de prevenire a ruginii. În scenarii de utilizare mai severe, proeminențele pot fi tratate cu acoperiri sau pur și simplu din oțel inoxidabil. În acest caz, trebuie să selectați o acoperire compatibilă și potrivită pentru procesul de sudare și să vă asigurați că materialul sau stratul selectat este potrivit pentru locația de instalare și scenariul de utilizare a proeminențelor. În acest fel, ele pot fi cât mai durabile.
Cantitatea minima de comanda si reduceri:
Pentru majoritatea știfturilor de sudură cu filet intern, timpul obișnuit pentru a le pregăti (FOB) după confirmarea comenzii este de 25 până la 35 de zile. Comanda noastră minimă standard de export este de obicei o cutie sau un palet, dar acest lucru poate fluctua, în special pentru unele dimensiuni pentru care avem volume mari. Dacă comandați mult, s-ar putea să obțineți prețuri mai bune, iar noi vom acorda prioritate producerii și expedierii acestora.
Hot Tags: Șurub de sudură cu filet intern, China, producător, furnizor, fabrică
Categorie aferentă
Trimite o anchetă
Vă rugăm să nu ezitați să trimiteți întrebarea dvs. în formularul de mai jos. Vă vom răspunde în 24 de ore.








